




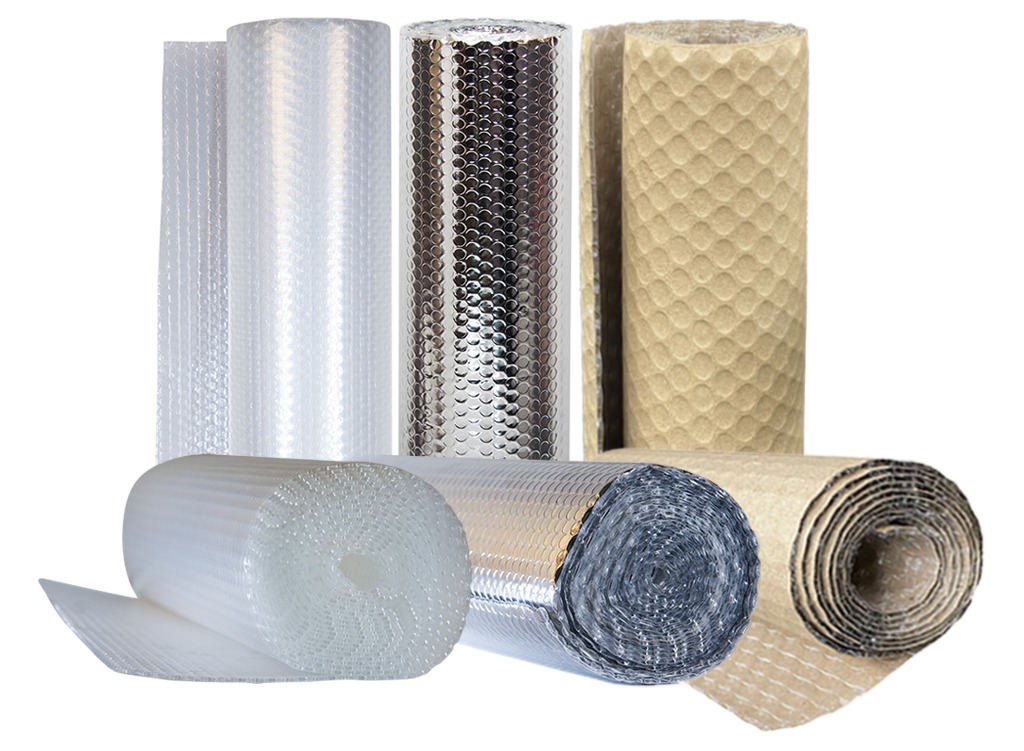
A bubble wrap insulation can control the radiant heat from transferring inside and save energy that is required to maintain a cooler temperature in a close environment. This prevents the temperature from rising inside for a longer period of time. The biggest advantage of using bubble wrap insulation is that it can be applied easily. Bubble wrap insulation is one of the most popular options to insulate the premises as it is more economical than other options available. Nowadays bubble wraps are used in insulating greenhouses, windows, and attics.
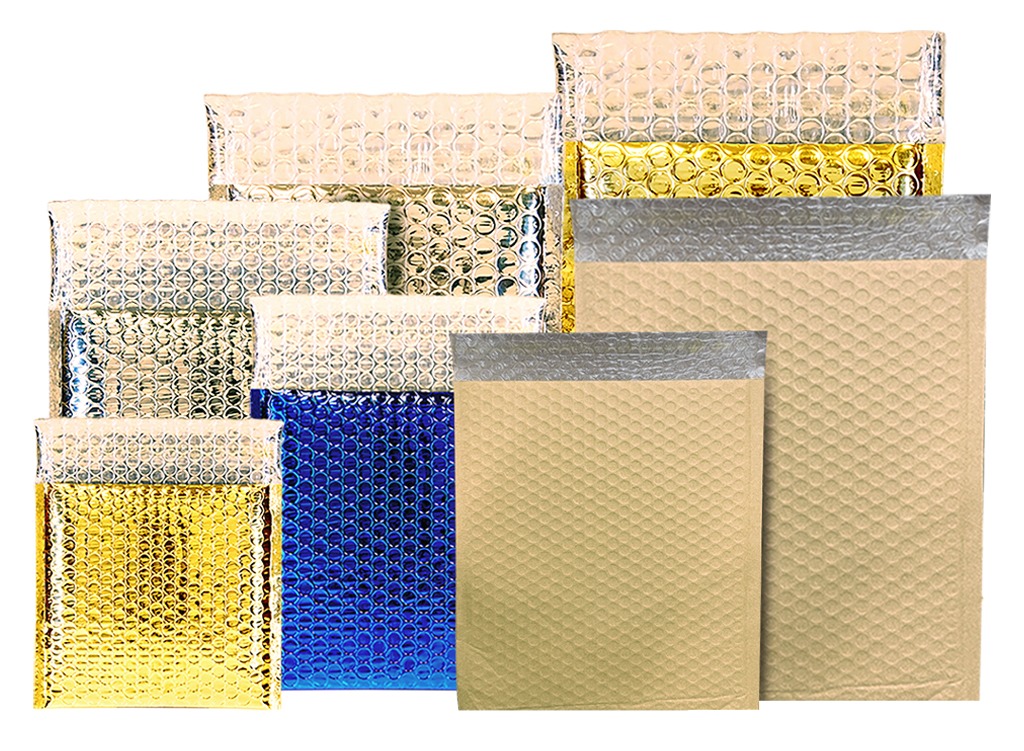
With the advantages of the adaptable courier bag in combination with the cushioning of a bubble wrap, Chemco has introduced an advanced packaging solution which is safeguarding envelopes and rolls. These protective packaging products are made of multi-layered composite material, making them durable, moisture-resistant, and puncture-resistant. It comes with an attractive outer appearance and a protective inner bubble lining that saves the goods from any kind of damage. Furthermore, it is lightweight which reduces the shipping costs. The quick, tamper-evident adhesive peel-and-seal flap is pressure sensitive and easy to close. These shiny metallic envelopes and rolls provide ultimate mailing protection for a clean and professional look.
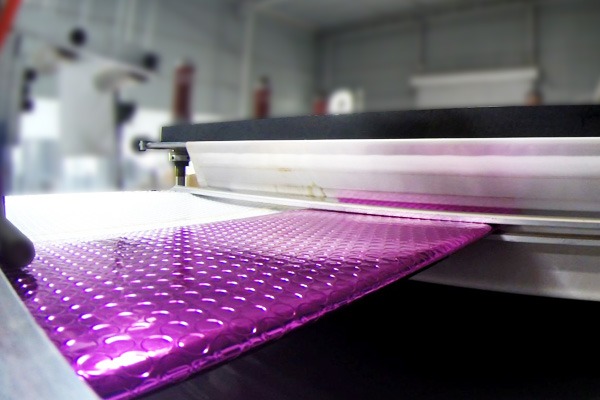

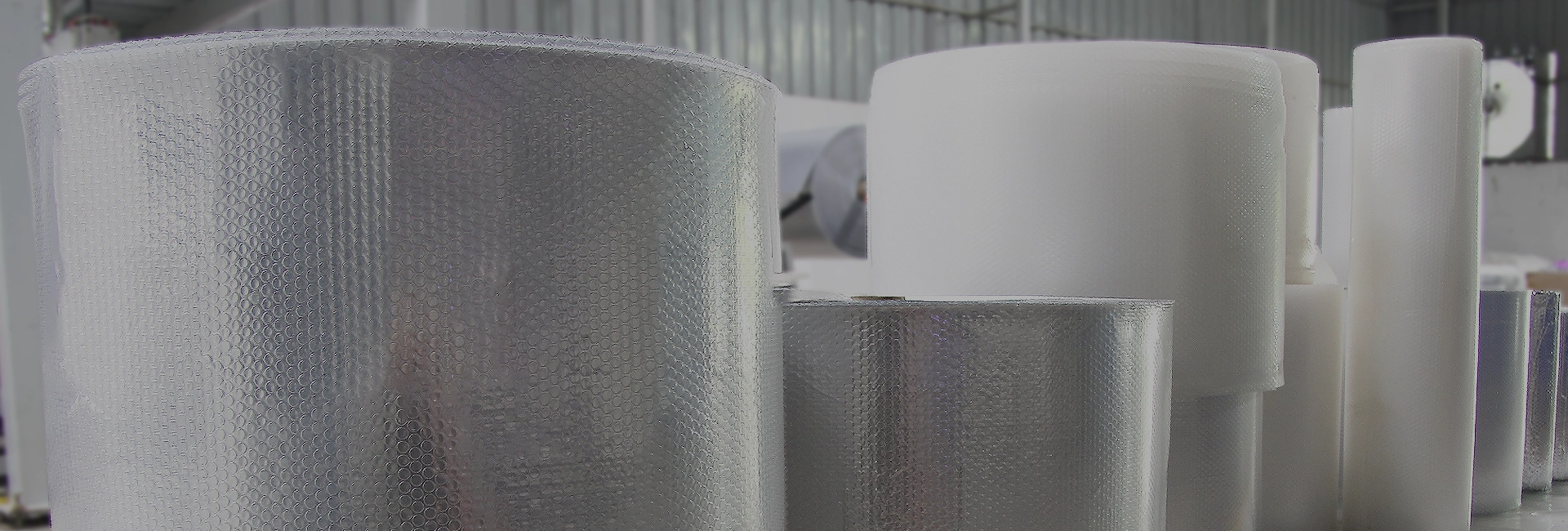
A comprehensive and highly-equipped manufacturing unit is the key feature of our organization. The various departments of our infrastructure include research and development, manufacturing, quality control, and packaging. We use the latest technology and best machines in the manufacturing of all the bubble wrap rolls, envelopes, and pallet sleeves. This enables us to deliver products that comply with international standards of quality. The computer-aided tools, machines, equipment, and advanced resources help us meet our clients’ bulk requirements. Our team of experts minutely invigilates the production process to ensure error-free products. Further, these products undergo stringent quality checks in our testing labs before being dispatched for packaging.
QUALITY PROMISE
Chemco follows stringent quality assurance tests to be 100% sure that all the products we deliver are of superior quality. Right from the process, to the product, there are various quality checks done by our team of experts at every stage of production to ensure completely error-free products. The products are checked based on two main parameters – durability and dimensional accuracy.



{kind=link}
{kind=link}
{kind=link}